

7.使用滚动轴承的发电机振动大
(1) 故障现象。发电机振幅(由振动测试仪检测或手感)超过0.5mm时,说明该发电机振动大。
(2) 原因分析
①转子机械不平衡。转子机械不平衡通常可分为静不平衡、动不平衡和混合不平衡。由 静不平衡导致的离心力在发电机两个支座上产生大小相等、相位相同的振动,由动不平衡导致的离心力的力偶在两个支座上产生大小相等、相位相反的振动。实际中最常碰到的还是混合不平衡,这是残余静不平衡离心力和动不平衡离心力力偶共同作用在两个支座上产生大小不等、相位不同的振动。
②轴承精度不良。滚动轴承精度不良是发电机振动源之一,滚动轴承引起的振动与其各 零件结构和制造工艺有关。
③装配质量不良
a.轴承外圈与端盖或轴承套间的配合太紧,会引起振动,太松则引起响声。
b.轴承安装工艺不正确。轴承套入转轴的安装方式常见有4种:用手锤或其他工具经套圈敲击轴承内圈进行装配;热套;通过轴承内圈受力进行冷压装;通过轴承外圈保持架或其他部分,将轴承压入或打入转轴。第1、4种是不正确的方法,会使装配不良而产生振动, 不应采用。
c.润滑脂的情况对振动也有影响。过稠的润滑脂对滚动体振动的阻尼作用差,过稀的润滑脂会导致干摩擦。
(3) 处理方法
①大修中若拆卸转子或更换零部件,重新组装后必须认真校平衡,转速≧1500r/min的 发电机应校动平衡,转速≦1000r/min的可校静平衡。
②检修中更换轴承时,应选用精度合格的轴承,在特殊场合应选用精度髙的轴承。
③改善发电机装配质童。严禁采用敲打轴承进行装配,而应该采用热套或冷压方法,但 应优先采用热套法。热套法时轴承不宜在油槽中加热,因轴承在矿物油中加热时,矿物油粘附在轴承表面,使轴承润滑脂与轴承零件的粘附力减弱,运转时将润滑脂甩出。轴承装配径向间隙宜在3〜9μm范围内,轴承内圈与转轴的配合应改为K5。对于因配合太松而引起的轴向窜动,可采用波形弹簧片,以减少窜动。更换润滑脂时,必须换上规定牌号的润滑脂。
8.无刷交流发电机旋转整流器短路
(1) 故障现象。无刷交流发电机励磁主回路整流用的旋转硅整流器的故障,表现为一个或几个旋转硅整流元件损坏,损坏后的硅整流元件失去单向导电性,处于正、反向都导通 (短路)状态,若不及时发现和排除此故障,会导致交流励磁机电枢绕组烧毁,发电机被迫 停机。
(2) 原因分析
①整流器过流而短路,一般由于整流器规格选择不当所致。
②反向过电压引起整流器击穿。无刷发电机励磁系统产生过电压的原因主要有:操作过电压,比如自同期并网、过电流继电器动作、快速熔断器熔断所引起过电压;发电机并列运行中不同步,或相间短路、相对地短路时,励磁绕组过电压;大气过电压,比如雷击。
③整流器安装时紧固螺母的力矩过大,导致管壳变形和内部损伤。
(3) 处理方法
①合理选择整流器电流等级。在维修发电机时,应按下式计算并取整整流器的额定电流:IF≧4/3If, 为整流器正向平均电流,为发电机励磁电流)。目前国内整流管的规格 有16、25、40、70、200A,按上式计算所得的数值必须向上取整.比如计算值IF= 182A, 就必须选用200A的整流管。
合理选择旋转硅整流器的电压等级,必须有10〜15倍电压储备,即它的反向峰值电压必须等于10〜15倍励磁电压,或加上相应的过电压保护措施,可以保证整流器可靠运行。
②采取过电压保护措施。通常在整流器的直流侧加装过压保护电阻或阻容吸收回路。发 电机用的过压保护电阻(压敏电阻)一般为MX31型氧化锌电阻,其标称电压的下限一般 为:直流电路不小于线路直流电压的1.8〜2倍,交流电路不小于线路交流电压有效值的2〜 2. 5倍。
标称电压的上限由被保护设备的耐压决定,应使其在吸收过电压时将残压抑制在设备的耐压以下。
阻容吸收回路的C、R值按下式计算:
上式中,I02为交流励磁机电枢相电流(A); U02为交流励磁机电枢线电压(V); Kcd、KRd 为抑制电路计算系数,单相桥式Kcd= 120000、KRd =0.25,三相桥式Kcd= 70000、KRd =0. 1/,三相半波Kcd= 70000、KRd=0. 1× ;ƒ 为发电机额定频率(HZ)。
③紧固旋转整流器螺母时,应用扭力扳手,并控制适当的力矩,见表3-46。

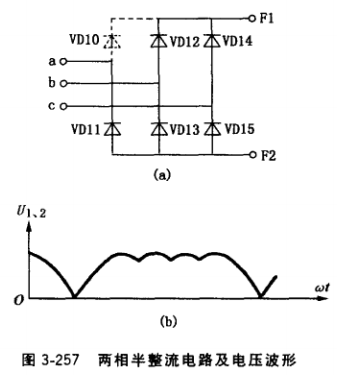
④整流器损坏时的应急措施。整流器损坏必 须换上同型号同规格的元件。作为应急措施,可 将损坏的一个或两个硅整流管拆除,仍可让发电机在较轻负载下运行。以下按三相桥式全波整流 电路加以说明。
若图3-257a中元件VD10 (虚线部分)损坏, 将VD10拆除变成两相半波整流电路,经两相半波整流后输出电压只比三相桥式整流输出减少 1/6,适当减轻发电机负载,就可保持发电机的端 电压仍然达到额定值。
三相整流桥中若有两个整流管损坏,则需根据不同情况区别对待。如果是正极和负极相连接的两个整流管,如VD10、VD11损坏,那么可将这两个损坏的元件拆除,剩下VD12〜VD15组成单相整流桥。如果是共负极的两个整流管,如VD10、VD12损坏,可将VD10、VD12拆除,并将VD11拆下补到VD12的位置上,或将VD13拆下补到VD10的位置上,也成为单相整流桥。如果是共正极的两个整流管损坏,也可采取类似方法,使其成为单相整流桥。如果是正极或负极都不连接的两个整流管,如VD10、VD13损坏,则可将VD10、VD13拆除,并拆下VD11补到VD13的位置上,或拆下VD12补到VD10的位置上,也使其成为单相流桥。 单相桥式整流输出电压平均值为交流输入电压有效值的0.9倍,仍可采用减轻发电机负载的措施,以保持发电机端电压基本上达到额定值。
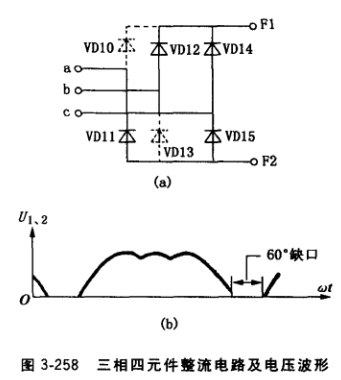
顺便指出,如果正极或负极都不相连的两个 整流管,如图3-258a中VD10、VD13 (虚线部分)损坏,将VD10、VD13拆除,而不进行元 件移补,则其电路和电压波形如图3-258b所示, 其输出电压数值上与单相桥式整流输出电压相 等,但波形有所不同,每个周期有60°缺口。
至于三相整流桥中有3个,甚至4个整流管损坏时,虽也可通过一定方式的拆除和移补,使整流器所输出的直流电压平均值,分别为三相桥 式整流的1/2、1/3,但数值过小,不能满足发电机的励磁要求,因此非得用新元件换上不可。
9.自励发电机静止整流器短路
(1)故障现象。所有自励恒压发电机,包括可控硅励磁、相复励、谐波励磁及无刷励磁发电机都用到静止整流器。其故障表现为整流器失去单向导电性,处于正、反向都导通(短路)状态,这时作为发电机励磁电源的定子副绕组或谐波绕组感应的电压,因整流器短路而得不到整流,发电机不能发电,或因部分整流管短路,发电机感应电压偏低,以至使副绕组(谐波绕组)短路。
(2)原因分析
①整流器过流而短路,主要由于整流器规格选择不当所致。
②反向过电压引起整流器击穿。无刷发电机励磁系统产生过电压的原因主要有:操作过电压,比如自同期并网、快速熔断器熔断所引起的过电压;并网发电机失步,相间短路、相对地短路时,在励磁绕组中产生过电压;大气过电压,比如雷击。
(3)处理方法
①合理选择整流元件电压、电流等级。
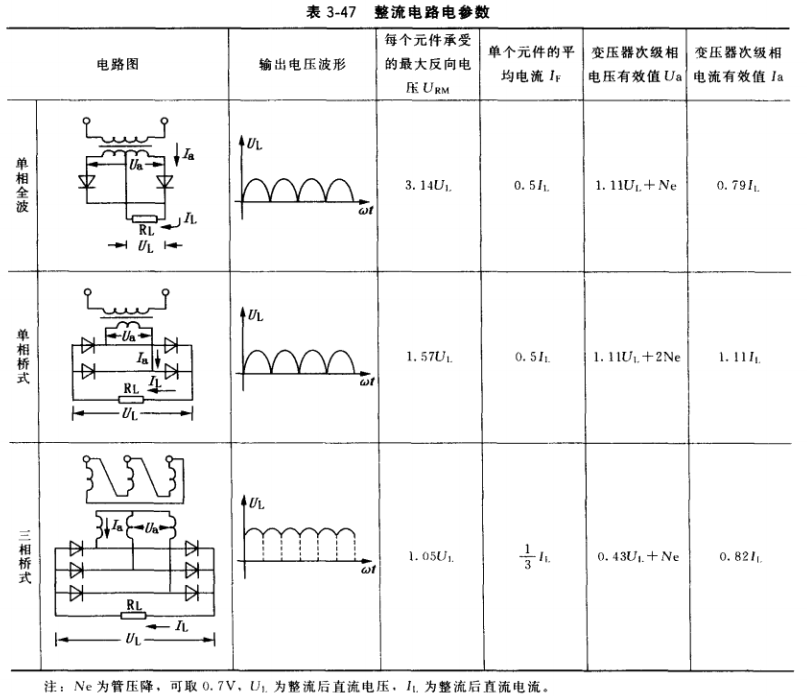
a.电压等级选择。UPRV= 2. 2URM -100(UPRV为应选用的元件的额定反向峰值电压,URM为元件承受的最大反向电压。各种整流电路的URM值见表3-47。
b.电流等级选择。根据整流后的直流电流或发电机的励磁电流,从表3-47可査到各种整流电路的单个硅元件的平均电流,然后上靠到国家标准规定的电流等级选择硅整流管。
②整流管损坏时,应换上同型号、规格新的元件,也可作应急措施变更接线(见上例) 后继续发电。
10.发电机或直流励磁机绝缘电阻下降
(1)故障现象。电机产品技术标准规定,电机在热态下绝缘电阻不得低于下式计算 的值:
式中,R为电机绝缘电阻,U为绕组额定电压, P为发电机额定视在功率。
用500V兆欧表测最低压发电机(500V级)定子绕组对机壳及励磁绕组对铁心的绝缘电阻,低于上述计算值,表明该电机绝缘电阻已太低。
(2) 原因分析
①发电机在运输中绕组受潮,长期存放在潮湿的屋子内或长时间停机,水直接滴入机内,使绕组受潮。
②电刷磨损或换向器、集电环研磨后所产生的导电尘埃被吸入发电机或励磁机电枢绕组内部,或油溃侵入绕组。
③周围(如冶金工业或煤炭工业区、化学工业区)空气中的导电尘埃或酸碱性蒸气侵入发电机或励磁机,腐蚀绝缘。
④发电机或励磁机剧热使绝缘损坏或绝缘本身自然老化。
(3) 处理方法
①受潮的绕组采用机端短路内部加热法或外部烘干加热法进行绝缘干燥处理,直至绕组绝缘电阻稳定且合格。同时必须改善发电机存放环境的通风条件,寒冷季节必须配备取暖设备,保证室内温度不低于5℃。严禁水滴入发电机。
②解决电刷和换向器、集电环磨损问题的关键是使三者处于正常状态下工作。对于被导电尘埃侵蚀的发电机绕组,必须用压缩空气吹净,若绝缘电阻仍达不到要求,则应用酒精对铁心和绕组表面进行刷洗,淸除污垢后进行绝缘干燥处理,直至绝缘电阻合格。
绕组被油渍玷污而绝缘电阻下降时,必须对发电机或励磁机内部进行淸洗,常用的洗涤剂有汽油、四氯化碳、酒精、三氯乙烷、三氯乙烯及它们的混合物。而最可靠、无毒性、成本低的洗涤剂是781#中性洗涤剂,其配方为: 781#中性洗涤剂1.5%〜2%,自来水 98.5%~98% (重量比)。它是为深色粘稠液体,主要成分是脂肪醇酸聚乙烯醚、烷基酸氯乙烯醚、烷基醇酰胺及三乙油酸皂等。
淸洗工艺:
a.将洗涤剂放在清洗槽中,用蒸气加热,使槽中水溶液达70〜80℃。
b.另一个淸洗槽中水也加热至70〜80℃。用吊装工具把被淸洗的绕组浸入洗涤剂槽中, 浸1〜2分钟后吊出,放在槽上的木板上,用冲洗工具或手工冲洗绕组上的油污。手工清洗时,可用棕刷刷洗,注意不要把绕组内表面匝间绝缘层弄破或折断。绕组表面绝缘层露出本 色时为清洗合格。
c.用吊装工具将淸洗干净的绕组放入热槽中冲洗5〜15分钟。吊出前,再用普通自来 水冲洗两遍,彻底清除残余洗涤剂。
d.入炉干燥,炉温(120±5)℃。绝缘电阻合格后出炉,待冷却到70℃左右,浸1032 漆一次,然后入炉,在(130±5)℃下烘干4小时后出炉。冷却到65℃左右,再浸一次1032 绝缘漆。然后再入炉烘干,直至绝缘电阻合格为止。
e.出炉后立即清洗漆瘤及杂物,同时清理绕组的引线头。
f.进行绝缘电阻、直流电阻测试,与淸洗前的原始记录比较应有满意的结果。
采用洗涤剂清洗绕组的缺点是需要烘干设备。对于烘干有困难的,可采用混合溶剂,混合溶剂按汽油:二氯甲烷= 3:7 (重量比)配制。使用时要注意防火、密封。这类清洗剂成本较高。
③在有导电尘埃或腐蚀性气体的环境,只能选用封闭式发电机或励磁机使其内部与周围 气体隔绝。
④査找发电机或励磁机过热原因并加以解决。绝缘老化的应更换绕组及绝缘材料或换用 新机。
11.发电机振动大
(1)故障现象。发电机空转(己达额定转速,未起励发电)或空载(已达额定转速,已起励发电)、负载(已达额定转速,已带负载)下,机体振动速度有效值超过表3-48或振动 蝙大于0.5mm,都被视为发电机振动大,此时与发电机一体的控制箱上的测量仪表表针抖动,读数困难。

(2) 原因分析
①发电机转子未校动平衡或动平衡精度未达到要求,导致发电机空转时振动超标。
②发电机定、转子气隙严重不均衡,发电机起励建立电压后,气隙小的这边定、转子间磁拉力大,气隙大的那边定、转子间磁拉力小,导致发电机振动大。
③转子个别磁极绕组匝间短路,短路的这一磁极励磁磁势小,磁拉力小,引起整机振动。
④发电机底脚支承面的平面度严重超差,尤其是钢板机座焊接底脚的支承面未经加工, 底脚平面度超差,也造成发电机运行中振动大。
⑤与内燃机同轴对接安装成机组时,发电机与内燃机同轴度超差,在机组运行中发电机振动大。
⑥与柴油机同轴对接安装成机组时,若发电机、柴油机与机组底架间有6点支承(柴油 机底脚4点,发电机底脚2点),这种超过4点支承的安装形式必引起振动大。
(3) 处理方法
①转子应经校动平衡,且动平衡精度应符合发电机转子图纸规定的“剩余不平衡量”要 求。粗略的要求是:小型发电机转子剩余不平衡量应小于10k,中型发电机转子不平衡量应小于18g。
②用塞规检测转子每极铁心极弧中央与定子铁心内径之间气隙,当气隙不均衡度超过 20%时视为严重不均衡,应改进转子磁极装配或定子铁心对机座止口的同轴度装配。
③用匝间冲击耐压试验仪或电压降法、电流法检测转子绕组匝间是否短路,短路的应修复,无法修复的应更换绕组。
④加工发电机机座底脚平面,使4个底脚平面度小于0. 8mm。
⑤用百分表检测发电机联轴器与内燃机对接轮的同轴度,应不大于0.2mm,否则应重新调整对中,直至符合要求为止。
⑥柴油发电机组包装运输过程应6点支撑,但试验及运行中不允许6点支撑,应把发电机组中间2个支点(在柴油机靠近发电机的底脚支点)螺栓松掉,形成4点支撑。
12.转轴在滚动轴承内套中松动
(1)故障现象。中小型发电机转子通过滚动轴承的外套支撑在端盖内孔上。转轴与轴承内套系采用热套配合。正常情况下发电机运转时,滚动轴承内套与转轴一起同步旋转。若由于某种原因,使轴和轴承内套配合松动,发电机运行中二者打滑,导致轴和轴承发生剧热, 发电机振动加剧,转轴轴承挡磨损加快。
(2)原因分析。中小型发电机一般采用向心轴承或向心推力轴承,轴的轴承挡直径公差 精度等级一般选择K6 (+0.002〜+ 0. 021mm),其上下极限偏差均为正值。轴承内径公差随轴承精度略有不同,G、F、E级上偏差为零,下偏差为负值,D、C级上下偏差均为负值。可见轴与轴承内径的配合,在正常情况下是不会有间隙的,且有适当的过盈量,因此轴不应当在轴承内套中松动。但在实际使用中,可能尺寸精度超差和使用、维护不当引起配合松动,这些原因比较明显且容易解决。这里要说明的是热套轴承时加热温度过高,引起金属组织变化,导致轴承内径尺寸胀大,这一原因往往被人们所忽视。如内径为130mm的轴承,当加热到200〜300℃,保温1〜2小吋,再冷却到原来温度时,实测其内径将胀大 0.05mm左右。轴承若在电炉上直接烘烤或在失控的油锅中煮沸加热时,温度完全有可能超 过300℃。
(3)处理方法
①保证转轴轴承挡尺寸精度为K5 (+0.002〜+0.021),不得超差。
②根据装配要求,轴承应均匀加热到150〜200℃,时间为半小时左右。为了保证轴承的加热温度不超过200℃,最好采用感应加热或烘箱加热,以准确控制温度,然后用热套法装入转轴。
13.发电机断轴
(1)故障现象。发电机在运行过程中转轴轴伸段出现断裂,断裂部位一般在轴伸轴肩段。
(2)原因分析
①转轴材料不符合要求,机械强度不够。
②机组安装不符合要求,如内燃机与发电机为同轴的,同轴度不符合要求。一般规定弹 性连接的同轴度应不大于0. 14mm.刚性连接的同轴度应不大于0.05mm。
③在运行中多次发生突然短路或严重的不对称运行,使轴伸处扭矩突然剧增,可能导致转轴断裂。
(3)处理方法
①换上机械强度足够的转轴,小型发电机转轴材料一般应为35钢或45钢。
②焊接嵌补裂痕部位,此法虽然简单,但若未消除焊缝内应力,将影响使用质量。
③在现场最方便、可行的办法是热套小轴法。根据发电机结构选择热套小轴的部位,一 般可选择在轴的非配合挡。绘制小轴草图,确定各挡尺寸,凡配合挡尺寸均与断轴相符,在非配合挡处确定小轴与母轴的配合尺寸ι和d,并根据结构情况决定小轴外径d1,如图3-259所示。检验尺寸应满足强度要 求。若d>D,则检验可省略。
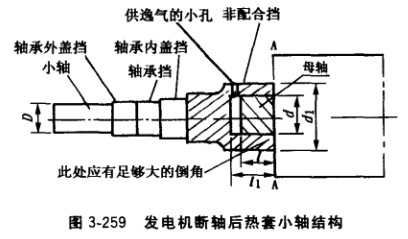
加工过程时,先将母轴断裂端切除,并车好d及ι。准备型料或锻制的小轴,经正火处理,然后车制d1和ι,1在小轴热套段端头钻一个直径3〜5mm小孔,以便于热套小轴时空 气由此逸出。小轴其他挡留精车余量。可用电热或喷灯加热套,.使小轴热套段胀大,然后迅速套入母轴。为使小轴顺利套到底,小轴必须有足够大的倒角尺寸。热套后精车其他各挡 到所需尺寸,但需保证小轴和母轴间的同轴度,对气隙较大的发电机,小轴亦可全部精车后 热套,这时应选用较大的ι值,使过盈值尽可能小,以减少因热套而引起的小轴弯曲变形。




