当发电机转子上的电刷和集电环之间因火花大或电刷电流密度过大、电刷压力过大而导 致电刷或集电环磨损时,必须及时进行处理。
1.电刷火花及磨损过大的处理
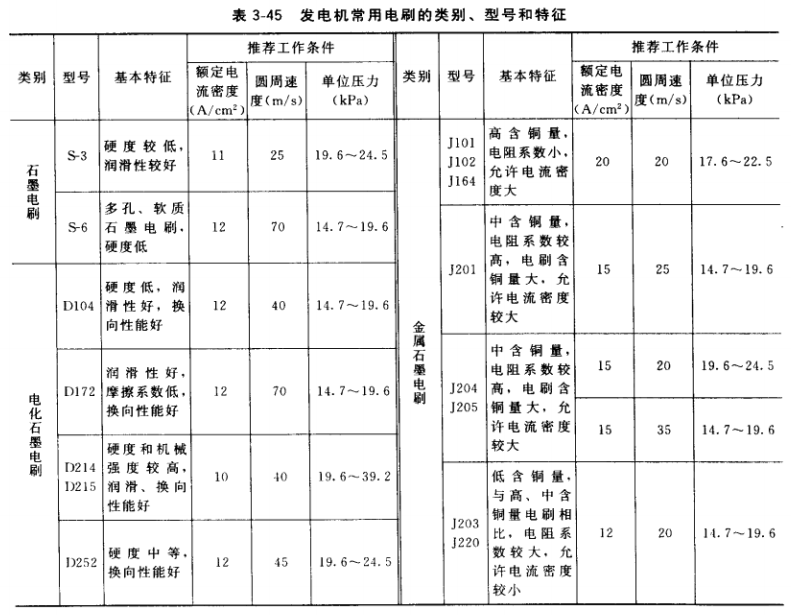
(1)正确选用电刷,包括电刷牌号、电刷截面(影响电刷电流密度)、电刷压力等都必 须符合表3-45规定。
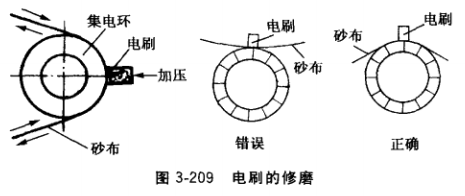
(2)电刷修磨。发电机工作150小时左右,就应检査电刷与集电环(换向器)的接触情况,其接触面积不得小于电刷横截面的75%。如接触面积过小,可修磨电刷接触面。修磨时, 先将电刷弹簧压力调小,将00号砂布置于电刷与集电环之间,并使砂面朝电刷,然后将电刷弹簧压力调大,来回拉动砂布,如图3-209所示,直至电刷的接触面积符合要求为止。
电刷磨损一般不应超过原长度的1/3,接触面不能崩缺,如磨损过甚或有损伤,应换上同型号的新电刷。新换的电刷在刷架中应无卡滞、偏斜现象,同时应修磨接触面才可使用。
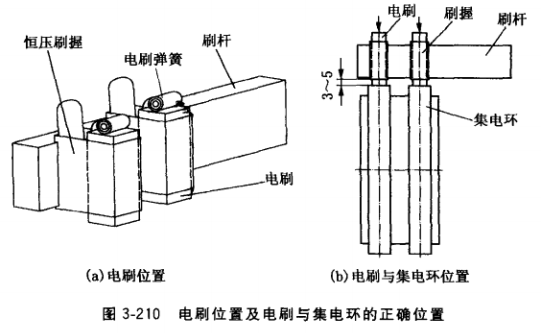
(3)电刷的正确安装,电刷必须和刷握、刷杆等组合成电刷装置,如图3-210a所示。 然后固定在发电机后端盖的内轴承盖上,方可正常运行。电刷装置与集电环或换向器之间应有正确的安装位置(见图3-210b):电刷应垂直于集电环外圆周面,刷握下缘边与集电环外圆周面的距离应为3〜5mm,在轴向方向上电刷应位于集电环宽度的中间位置。
2.集电环磨损的处理
集电环磨损严重而影响正常使用时,必须对集电环进行车削,或更换集电环。
(1)集电环车削。把发电机转子装上车床,利用两端顶尖孔对中,车削集电环圆周面直至消除凹凸不平为止。车削面的表面粗糙度应达Ra=0.63μm。
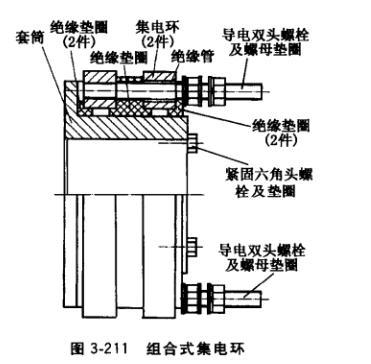
(2)更换集电环。可请发电机生产厂家提供同规格新集电环,或就地加工组合式集电 环,其结构如图3-211所示。图中每个序号代表1个零件,根据集电环的总体尺寸,制作每个零件,并组装成集电环。集电环中两个滑环应经对地及环与环之间耐压检测,合格后经浸绝缘漆处理,装上转子,再经车床加工外圆面后,方可投入使用。