

1.嵌线前准备工作
(1)拆除旧线时,应记录绕组数据,如绕组形式,绕组尺寸(槽节距、端部及引线头长度等),绕组组成(每只绕组元件数、每元件匝数、导线直径等),换向器节距(绕组与换向 器连接的位置、标记等)。
(2)整理换向器。用喷灯等工具加热换向器升高片或换向片接线槽,以去除残余焊锡和污物,有升高片的则应搪锡一下,再用扁钳将升髙片整理好。嵌线前换向器上用220V校验灯检查片间是否短路,用1000V兆欧表测试对地绝缘电阻,经检查确无短路和通地后,用弹性纸板或布包扎好。
(3)整理电枢铁心。用废旧锯条或锉刀将槽内杂物清除干净,锉去槽内及槽口的毛刺, 然后用空压机或皮老虎的压缩空气吹净。转轴上如有油污等应揩淸。
(4)根据绝缘等级选用绝缘材料,并按槽绝缘、端部绝缘及对地绝缘的大小裁好。
2.嵌线过程
(1)在电枢铁心前后的转轴支架上包扎好绝缘,然后放置槽绝缘,槽绝缘伸出铁心两端的总长度一般为:电枢铁心长度ι<100mm时两端绝缘各伸出8mm,ι= 100〜200mm时绝 缘各伸出10mm, ι>200mm时绝缘各伸出12mm。
(2)依次先将绕组底线(下层边)嵌入槽内,用滑线板理齐槽内导线,放好层间绝缘后,再用压线板压紧层间绝缘和绕组底线边。
(3)将绕组底线的引线头放进约定的(作标记处)换向器接线槽(或升高片槽)内。如果无标记.一般情况下引线头位罝应接到离绕组有效边约1/2槽节距的换向片上。
(4)当绕组底线连续嵌到一个槽节距时,即可开姶同时放下该绕组的面线(上层边)。 绕组两边的距离一定要符合槽节距要求。
(5)用滑线板理直槽内导线后,剪去铁心表面多余的绝缘纸,再用滑线板折叠槽口绝缘,以压线板压住折叠的槽口绝缘,用铁锤轻敲压线板,使槽内导线紧密,然后打入槽楔 (槽盖板)。
(6)用上述方法依次将每个绕组的底、面线嵌好,用万用表检测出属于同一只绕组的底、面线的引线头,然后按照换向器节距将引线嵌进相应的换向器接线槽内。
对单叠绕组换向器节距:yk = ± 1,两引线嵌入相邻两换向片中。对单波绕组 yk= (k±1)/p(k为换向器片数,p为主极对数,±表示绕组为左行或右行)例如28槽4极单叠绕组,槽竹距yz = z/2p = 28/4 = 7 (即1〜8),换向器节距:yk = +1。选择某个元件作起始点,把它的底线引线头接到距元件有效边向内约yz/2处的换向片1上, 再按yk(1〜2)将面线的引线头连接到相邻的换向片,如图3-200a所示,其余元件依次类推。
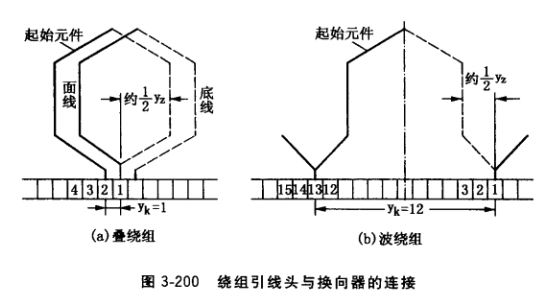
又如25槽4极单波绕组,已知槽节距:yz = z/2p= (25—1)/4 = 6 (即1〜7),换向器节 距:yk=(k-1)/p= (25-1)/2=12 (即1〜13),选择某元件为起始点,连接它的底线引线头到距元件边向外约yz/2处的换向片1上(因为波绕组引线头换向器节距大于槽节距,所以应连到向外yz/2处〉,然后按yk (1~13)将面线的引线头连接到第13换向片上,如图3- 200b所示,其余元件依此类推。
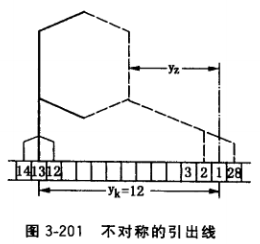
有时绕组的引线头距离做成不对称的,如图3-201所 示,它的底线引线头伸出长度比起一般的(见图3-200b)长得多,这种绕组多用在四极励磁机中,因4个主极在垂直及 水平线上,所以把电刷位置改在换向极的中心线以便通过后端盖上窗孔进行观察。
3.换向器的焊接
把长出换向器接线槽或升高片的多余部分引线割去,然后进行焊接,把绕组各引线头固定接在换向器的接线槽或升高片里。
(1)焊接前准备工作。根据发电机的要求,准备焊锡或纯锡(一般绝缘等级A、E、B 级用焊锡,F、H级用纯锡)、碱性焊剂[松香或松香溶液(40%松香、60%酒精)],电烙铁、扁钳、扳钳、螺丝刀等。
(2) 工艺准备。调整电枢接头片之间距离。采用接线槽的换向器,应使接线槽垂直于换向器。采用升高片的换向器,升高片垂直于换向器且距离应均匀。在升高片之间通常要敲入梯形(退拔)木塞头,使升高片之间一般保留1/3升高片的高度的空隙,以便放电烙铁头, 如图3-202b所示。将换向器升高片的外端面圆周锉平、锉光,并立即涂以松香溶液,防止铜皮产生氧化膜。焊接时绝不能让电枢绕组引线头高出换向器接线槽(接线槽必须加工有足够深度)。
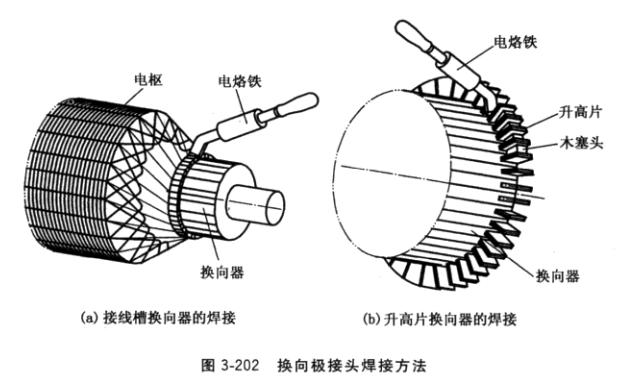
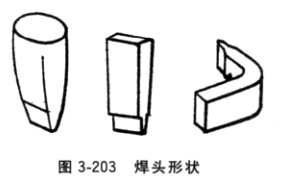
焊接时先将转子稍向换向器端倾斜一些,防止焊锡流入电枢内。对于采用接线槽的换向器,电烙铁头放在接线槽的顶部。如果一只电烙铁热量不够,可用几把电烙铁同时加热。当接线槽达到一定的温度后,可先在接线槽上加上适量焊剂,然后再加锡。有升高片的换向器,除了可用上述方法焊接外,还可将烙铁头锉成扁平状(图3-203), 使它能插入相邻两升高片间。先将烙铁头插入相邻两升高片木塞所留下空隙处,稍加些锡,再加些焊剂,最后再加锡。
焊好的接头表面处应有光泽,在接头各部位中应注满锡,不能有气孔现象。采用升高片的换向器焊好后,可用小锵头轻轻敲打升高片间接缝处,如裂开表明假焊,应重新焊好。 焊接完毕,将升高片间木塞头敲去。




