1.直流励磁机定子并激绕组
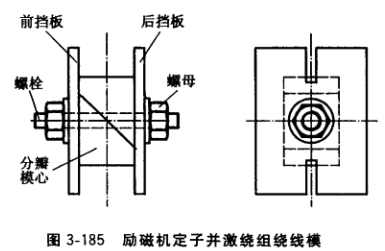
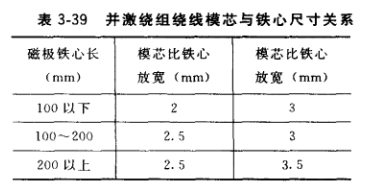
(1)绕线模。绕线模由模芯和挡板组成,两瓣模芯各固定在前后挡板后,靠螺栓紧固而成,如图3-185所示。绕线模芯尺寸可根据原来绕组的尺寸或直接测量磁极铁心尺寸而定,考虑到铁心极身绝缘厚度及装配间隙,模芯长、宽方向尺寸应比磁极铁心大,表3-39为确定绕线模模芯与铁心尺寸关系的经验数据。
(2)绕组绕制。并励绕组一般采用圆漆包导线绕制,匝数很多,少则几百匝多则上千匝。绕线前应用千分尺核实使用的导线线径与原来绕组的线径是否相同。拆除旧绕组时记录下的原来匝数作为重绕新绕组的依据,不得有误。或选择一只完好的绕组,用电桥测量其直流电阻值R (切不可用万用表测量电阻,因其精度等级太低,测量误差太大),由式子R = ρm/S求出漆包线长度m (ρ为铜线电阻率,S为漆包线铜截面积)。
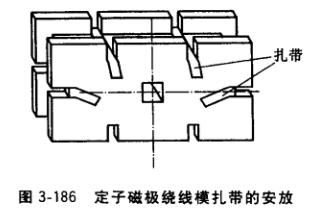
绕线一般手动或使用自动绕线机,注意 每次起绕前必须将计数器回零。当绕线模安装到绕线机上后,在其开口槽中放置绕组扎带,如图3-186所示。绕线模宽度上一般只放一根扎带,长度方向上放置的扎带根数则和模长有关,模长80mm以下放1根,模长80〜200mm放2根,模长200mm以上放3根。绕组绕到一定层数吋,将各边上的扎带回折一次,然后继续绕制,绕过20匝左右停机并拉紧各边扎带一次。绕到最后一层时,把扎带弯成扣形,压住最后的那根导线。
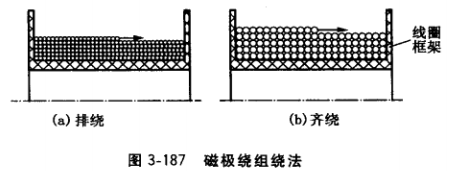
绕组的排列方法如图3-187所示,图a为排绕,适用于直径0.4mm以下导线,绕制时一般不用夹线板,而用手拉紧导线,每层排列不很整齐,但又不准乱绕。图b为齐绕,适用于直径 0.4mm以上导线,每层每匝导线排 列要整齐。采用哪一种绕法,应根据定子空间的实际情况而定,空间小必须齐绕,空间较宽可排绕,但排绕过松电阻和用线量都会增加。
2.直流励磁机定子串激绕组
依功率不同,直流励磁机的串激绕组有两种,中小功率的一般采用漆包圆导线或漆包扁导线(或为丝包导线)绕制,而大功率的大部分采取用大截面的裸铜扁线绕制。不同材料、 不同形状绕组的绕制方法不同。
(1)绝缘圆导线绕制。串激绕组所用的绝缘圆导线的直径比并激绕组的略大些,匝数少些,通常在90匝以内,且功率越大匝数越少。绕制方法基本上与并激绕组相同,有些小功率串激绕组直接绕在并激绕组外面,这时必须在两种绕组之间垫上绝缘材料,以防两绕组间短路。
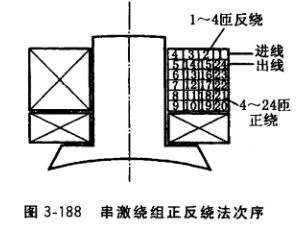
(2)绝缘扁导线绕制。一般可利用并激绕组的绕线模绕制。把绕线模装到绕线机上,使计数表回零。根据所绕匝数设定串激绕组层数及每层匝数。为使串激绕组出线头引出、连接方便,不发生短路,要求绕组的底、面线引线都处于绕组外层表面,为此一般采用正、反绕绕线法,如图3-188所示。例如,某一串激绕组共24匝,分绕4层,每层6匝,绕第一层时先按4匝的总长取出来反绕到线模上,扎住线头,然后继续顺绕第一层5〜9匝,第二层10〜14匝,第三层15〜19匝,第四层20〜24匝。
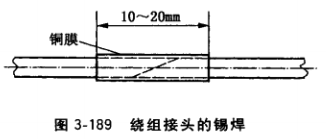
每只绕组基本上只允许有一个接头,导线接头处必须斜对接或铰接,外包的搪锡铜膜(铜膜长10〜20mm)作为补强材料,焊接时应焊透焊牢。锡焊接头的方法如图3-189所示。
(3)裸扁铜线绕制。串激绕组所用的裸扁铜线 一般宽而薄,多匝的扁铜线又往往顺扁平方向立绕,因此必须使用立绕的专用工具,如图3-190所示。绕制步骤如下:
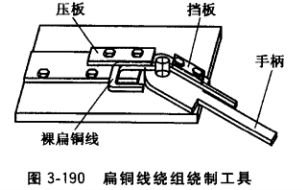
①扁铜线退火处理。将扁铜线加热至600℃,经1〜2小时冷却后投人冷水。
②在绕制工具上,校正扁铜线的转角尺寸,用螺栓经压板固定扁铜线首端后,扳动绕制工具手柄,使手柄扳成直角。
③松开压板螺栓,把扁铜线沿平面移动至预定尺寸并固定,然后再扳第二个直角及直角边。
④依此绕完最后一匝。切除多余扁铜线,取出整个绕组。对于大截面的绕组一定要进行第二次退火及整形,然后才进行第⑤项。
⑤弯好绕组两根引线头,在引出线上钻孔、锪孔及搪锡。
⑥衬垫好匝间绝缘,并包扎好绕组。
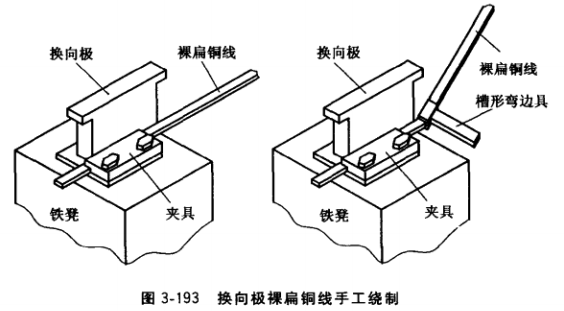
3.直流励磁机定子换向极绕组
换向极绕组可采用绝缘圆铜线、扁铜线及裸扁铜线绕制。绝缘圆铜线绕组的绕法基本上和并激绕组相同,不同的是换向极绕组匝数较少、线径较粗;绝缘扁铜线换向极绕组和绝缘扁铜线串激绕组的绕法相同,不同的是换向极绕组匝数比串激绕组多。
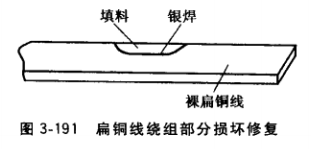
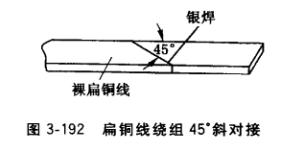
单独修理的换向极绕组都采用手工绕制。由于过热烧坏的绕组,只要更换匝问绝缘材料,重新浸漆处理即可。匝间短路或严重损坏的绕组,亦可采用局部修复的方法修复:损坏部分不超过导线截面积的1/5时,可用银焊或铜焊补满损坏部分;绕组某部分损坏面积达 1/3时,可用铜焊填充或以相当大小的铜块填充并用银焊条焊牢,如图3-191所示。绕组部分损坏面积超过1/3时,则要切除损坏部分,重绕几匝新线,用银焊焊接起来。铜线接头应 在绕组直线边上,不可连接在圆弧处,接头处应互成45°左右的斜角,如图3-192所示。绕组大面积损坏则须更换绕组。
手工绕制方法如图3-193所示。把换向极铁心反向用螺栓固定在铁凳上,铜线首端用夹具固定在垫板上,用喷灯加热换向极弯角处的铜线,直至紫红色,然后立即在此处装上槽形弯边具,用铁锤敲打该弯边具的尾部,并以喷灯继续加热铜线弯边处,按裸扁铜线串激绕组的同样绕法,弯出换向极绕组的第一只直角(弯前衬好绝缘层所需厚度的垫块),依次绕完最后一匝。把整个绕组进行退火处理,然后整形、去毛刺,最后在匝间垫上规定的绝缘材料,并用玻璃丝带扎紧。